
Все продукты
-
Заливка формы прессформы
-
алюминиевая заливка формы
-
Заливка формы цинка
-
Части заливки формы
-
Заливка формы магния
-
Литье в постоянные формы под действием гравитации
-
Медная заливка формы
-
Алюминиевый прототип CNC
-
Части КНК филируя
-
Пластиковый инжекционный метод литья
-
пластиковые части впрыски
-
Алюминиевые части штранг-прессования
Контактное лицо :
Mary
Номер телефона :
13724578129
WhatsApp :
+8613724578129
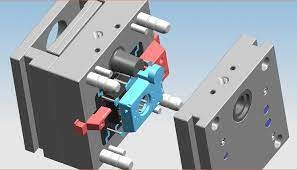
A380 съемки обслуживания 80000 отливают заливку формы в форму H13 стальную для автомобиля






| Место происхождения | КИТАЙ |
|---|---|
| Фирменное наименование | JHPD |
| Сертификация | IATF16949 |
| Номер модели | BGFA |
| Количество мин заказа | 1set |
| Цена | Negotiable |
| Упаковывая детали | PP кладут в мешки, бумажный крен, коробка волдыря, коробка или согласно вашему требованию |
| Время доставки | 20-30 дней |
| Условия оплаты | T/T |
| Поставка способности | 50 наборов отливают в форму в месяц |

Contact me for free samples and coupons.
Whatsapp:0086 18588475571
Wechat: 0086 18588475571
Skype: sales10@aixton.com
If you have any concern, we provide 24-hour online help.
xПодробная информация о продукте
| Сталь прессформы | П20, Х13 | Сырье | Алюминий, Цинк, Магний |
|---|---|---|---|
| Жизнь прессформы | от 50000 до 80000 выстрелов | Температура штампа | 288 |
| Бросая температура | 660 | Литейная машина | От 280 тонн до 1250 тонн |
| Высокий свет | Заливка формы прессформы обслуживания A380,80000 съемок отливают заливку формы в форму,Стальная автоматическая заливка формы H13 |
||
Характер продукции
Обслуживание алюминиевой отливки A380 OEM заливки формы поставщика заливки формы алюминиевое изготовленное на заказ
Дизайн заливки формы
Перед заливкой формы ваши части, изготовители будут рассматривать несколько факторов, как: толщины элемента и замысловатости (аффекты время металл должен потратить в прессформе или прессформах) и сложность брошенного дизайна (времени затвердевания аффектов). Для того чтобы подгонять процесс заливки формы для уникальных требований, изготовители могут отрегулировать дизайн плашки, отростчатая жара, материальный состав или сколько времени материал тратит в прессформе.
| Умирают и материал и твердость компонента для различных литейных металлов | |||||||
| Умирает компонент | Литейный металл | ||||||
| Олово, водит & оцинковывает | Алюминий & магний | Медный & латунный | |||||
| Материал | Твердость | Материал | Твердость | Материал | Твердость | ||
| Вставки полости | P20 [примечание 1] | 290-330 HB | H13 | 42-48 HRC | DIN 1,2367 | 38-44 HRC | |
| H11 | 46-50 HRC | H11 | 42-48 HRC | H20, H21, H22 | 44-48 HRC | ||
| H13 | 46-50 HRC | ||||||
| Ядри | H13 | 46-52 HRC | H13 | 44-48 HRC | DIN 1,2367 | 40-46 HRC | |
| DIN 1,2367 | 42-48 HRC | ||||||
| Штифты в сердечнике электромагнита | H13 | 48-52 HRC | Prehard DIN 1,2367 | 37-40 HRC | Prehard DIN 1,2367 | 37-40 HRC | |
| Части Sprue | H13 | 48-52 HRC | H13 DIN 1,2367 |
46-48 HRC 44-46 HRC |
DIN 1,2367 | 42-46 HRC | |
| Сопло | 420 | 40-44 HRC | H13 | 42-48 HRC | DIN 1,2367 H13 |
40-44 HRC 42-48 HRC |
|
| Выталкивающие шпильки | H13 [примечание 2] | 46-50 HRC | H13 [примечание 2] | 46-50 HRC | H13 [примечание 2] | 46-50 HRC | |
| Рукав съемки плунжера | H13 [примечание 2] | 46-50 HRC | H13 [примечание 2] DIN 1,2367 [примечание 2] |
42-48 HRC 42-48 HRC |
DIN 1,2367 [примечание 2] H13 [примечание 2] |
42-46 HRC 42-46 HRC |
|
| Блок держателя | prehard 4140 | HB ~300 | prehard 4140 | HB ~300 | prehard 4140 | HB ~300 | |
Преимущества прессформы HPDC
· Конфигурация части чистой формы достижима
· Высокая габаритная точность достижима
· Быстрая продукция
· Стены растворителя достижимы сравниванный к вкладу и отливкам песка
· Широкий диапазон возможных форм
· Внешние потоки можно casted
· Стальные вставки можно сверх-отлить в форму
· Отверстий можно вырезать сердцевина из к внутреннему размеру сверла крана
| Типичный умирают температуры и жизнь для различных брошенных материалов | ||||
| Цинк | Алюминиевый | Магний | Латунный (освинцованный желтый цвет) | |
| Максимум умирает жизнь [количество циклов] | 1 000 000 | 100 000 | 100 000 | 10 000 |
| Умирает температура [C° (F°)] | 218 (425) | 288 (550) | 260 (500) | 500 (950) |
| Бросая температура [C° (F°)] | 400 (760) | 660 (1220) | 760 (1400) | 1090 (2000) |
Заливка формы процесс производства который обыкновенно использован для частей произведения точно проставленных размеры, остро определенных, ровных, или текстурированных поверхностных металла. Она выполнена путем принуждать расплавленный метал под высоким давлением в многоразовые плашки металла. Процесс прессформ заливки формы следовать последующими процедурами относительно брошенного плашкой производства прессформы:
Процессы производства прессформы
1. Прессформа создана в по крайней мере 2 разделах для того чтобы позволить свойственному удалению отливки.
2. Разделы установлены безопасно внутри машина и аранжированы так, что одно будет неподвижно пока другое передвижное.
3. 2 плотно зажаты совместно.
4. расплавленный метал впрыснут в полость плашки где он быстро твердеет.
5. Половины плашки нарисованы врозь и отливка выкинута.

Порекомендованные продукты
-
VIDEO
-